 料网 - 外贸老鸟之路
料网 - 外贸老鸟之路
做业务的,最常抱怨的问题大概就是质量了,无论是产品本身还是包装,而且最奇葩的是,你永远不知
道工厂会给你出什么难题,今天是原材料,明天是半成品,后天就是包装,绝对是千变万化,不刺激不
甘心。
要再摊上个把一切责任都推脱到业务头上的老板那就更酸爽了!
“产品质量不过关,业务是干什么的,不知道要多去工厂验验货吗?”--拜托,我 TM 验货能一箱箱一袋
袋都拆了检查的吗?“原材料有问题,业务怎么都不知道,订单怎么跟进的?”--你原材料有问题都关我事,我该不该直接
驻厂?或者你丫把厂长换了,我去当?“包装出错了,业务员干什么吃的,印刷前都不好好检查下画稿的吗?”--MLGB,我给的画稿是正确的
好不好!!!.....
凡此种种,让你恨不得多长几根中指出来,“Fuck! What the hell are you talking about?!"
而最好的美梦就是每个订单顺利出货,顺利拿钱,完美的没有问题。至于交期,价格,一切外在条件我
们都能运用巧舌跟客户谈,但是你丫质量总出问题,我谈嘛玩意啊?说谎都没有底气好不好!
那么是不是质量问题就没办法解决了?当然再好的质量管控也难免会出点问题,可是我们要求不高啊,
偶尔出个小问题还是可以接受的。今天我们就好好聊一聊质量管控 QC。
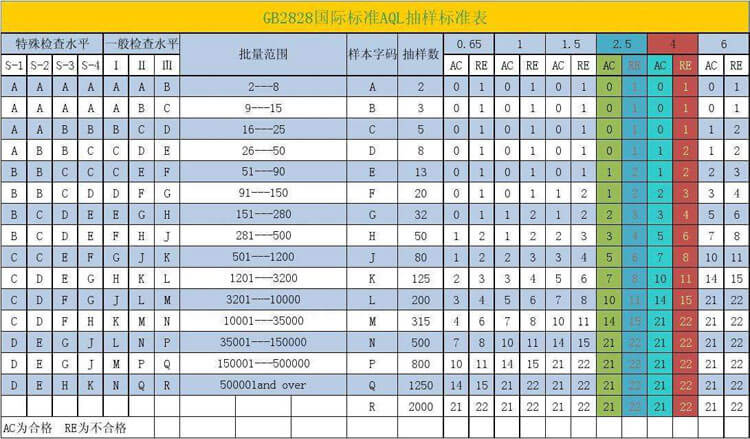
QC, Quality Control, 质量控制。这两个字母在大多数人的印象中可能只意味着验货,也就是通俗认同的
货物完成 80% 装箱以后做的一个抽检,按照抽检基数对照标准来做一个整批货的判断,通常我们所说的
AQL1.5/4.0 什么就是这样一个抽检标准,下图是张 AQL 的标准表。
其实在操作中,无论是外贸公司,工厂,客户亦或是第三方检验公司都很难严格按照这样一个标准来进
行抽检,这就意味着,仅仅这样的验货并不能起到什么作用。
为什么呢?因为严格意义上,这个抽检基数是一定要建立在所有货物基础上的随机,然而我们真正在验货
的时候会发现,货物堆放的地方和方式往往只能让我们抽到表层上端的,这些地方的品质完全可以被人
为控制。好吧好吧,看图说话,






上面这几张图大致能够代表现如今大多数工厂的成品堆放形式,可以看出来,真正方便抽检的就只有周
边上端的箱子,堆放在里面的底部的成品很难做抽检,
一,没人帮你挪开上部和外部的箱子
二,没地给你放你挪下来的箱子
这就意味着,我们根本没有足够的基数来保证这个抽检概率的有效性。所以指望验货来保证质量控制,
出货货品安全的公司,你们可以死了这条心了。
那么该如何做好一个生产的 QC 呢?
我们先抛开 ISO 系列里的条条框框,不管它的定义是什么,我们先来回忆下我们的质量控制是如何的?
大概不少业务员都遭受到这样或那样的质量投诉,客户发来投诉,虽然表面上回邮给客户说我们要明察
秋毫,加强防范,其实不过是走个过场,质量问题到底出在哪,工厂和业务永远在互相推诿责任。甚至
于很多工厂会说,你都已经在发货前做了验货,你都已经验收了,怎么能还怪我质量有问题?
亦或者说,工厂承认了质量问题,但是要追溯到哪一个生产过程中出了问题,总说不出个所以然。回话
里,大多都是这样的:
大概是工人领料领错了。
大概是机器没调好
大概是包装工人粗心没看到
大概是检验时疏忽了
......
凡此种种的大概,即便做了赔偿,补货或者种种修正以后,结果下次依然会有这样或者那样的问题出现
。
是什么原因让我们的质量管控做的如此之差,除了人为不重视以外,就是我们并没有在公司,工厂上下
建立完整的质量控制体系,那些所谓的 ISO 证书也不过都是逢场作戏,表面工作,伪造文件造就出来的
一张废纸而已。
这也是很多国内工厂整体缺乏责任心的具体表现。
业务做订单不容易,找客户,拼价格,拼心机都不容易,然而很多业务 50%-70%的时间用在了跟工厂斡旋
,处理各种投诉,在生产线上监督质量上了,这显然是在浪费一个业务员的精力和时间。
真正的 QC 是包括从进料到生产,到最终检查验证,直到最后出货的整个生产过程的。对于一个企业,
建立系统的质量管理并不是一件难事,那为什么这仍然成为了国内工厂企业的久治不愈的心病了。原因
无他,就是没责任心,只要有钱赚,啥都敢做,啥都敢卖,对于消费者的生命安全毫不关心,再加上国
法不健全,自然是漏洞百出了。
大家都知道美国对牛肉的检验很严格吧,我记得我看过一个电视节目叫“food factory”
美国的牛肉无论是做成别的食品还是超市中的生鲜牛肉,都可以直接追踪到小牛仔出生的那个时间,小
牛仔出生接受检疫时就会订上一个电子标,里面甚至于小牛仔的爸比和妈咪也有记录一二,包括如何饲
养,有没有打过疫苗,有没有生病。
到屠宰场之前需要从农场主哪里调取整个生养资料,并聘用专业的人员收购时去检查这头牛是否符合食
用标准。
屠宰场会在屠宰过后取样化验,化验合格盖章后才能被送到分割流水线上进行分割,分割包装出场时要
检验包装是否合理,储存是否正当,按照标准,肉类食品干温必须在五度以下零度以上才能保证新鲜又
无变质的危险。到下一个环节时无论是运输和接收都需要随时接受检验。只有检验合格的情况下才能允
许产品上到货柜上。
如果消费者遇到了产品质量问题,便可以通过电子码去调查具体产生问题的环节,获的巨额赔偿并予以
修正,避免更多的问题产生。
大家是不是好奇我突然去说美国的生鲜食品生产线干什么?
其实在上述事例中,就已经说出了一个健全的 QC 关键,
1.操作标准化
从进料开始到消费者手中,每一步都有标准。进什么料,原材料是否符合标准,严格审验,生产配比,
生产条件如何,包装标准,存储条件都有一套完整的标准,使得每一步都有据可依。2.全程跟踪质量检验
质量管控遍布整条生产线,随时抽检,全面督查,才能有效并及时的掌控质量情况。3.有效的生产线追踪
进料批号,检验员,检验标准,生产线批号,生产管理者,包装用材,标准,全线数据化,能够使得整
个产品可以有效追踪,即便有问题出现,也能知道出自哪里,谁需要为此负责。
简单?不错,是很简单,真实行起来也是可以立竿见影的,要得不过是一个企业从上到下的责任心。所
以,这篇不是写给业务员看的,倒是各位老板们可以看一看。这里介绍几个具体 QC 的方法,
1.产品卡
将原材料,产品的规格,用料种类配比,加工技艺,包装需求,容差值都记录下来,做成产品卡,用料
样品也需要裁片收档,在生产该产品或者收到原材料时,加以对比便能知道产品或者原料是否符合要求
。
很多工厂生产依赖于技术老工人,并且很难替代,用这样的产品卡将配比,环境影响差异等等记录下来
,即便有新手接任也有可查可循之处,方便学习借鉴。
2.操作标准书
一个生产工序要如何操作,包装顺序如何,注意事项等等,每个工序的工人按照操作标准书进行培训,
工作。这样不同工人生产的产品就不会太过因人而异,产品质量也能控制在一个范围内。
3.数据库
将原材料,生产线,工人,包装等等都编号记录,使得原材料入库开始就有对应的编号记录,一件产品
生产出来,可以根据这样的编号索引材料来自那个供应商,什么时候进厂,什么时候验收,验收测试结
果如何,哪条生产线生产,生产工人是谁,包装工人是谁,检验工人是谁,验收负责人又是谁就能一清
二楚。
方便日后出现问题以后,如何顺编号线索去查验到底那个步骤出了错。
例如,如果一批货一百箱,其中二十二箱出现产品问题,十箱有包装问题,那么可以推断,
整批货原材料编号相同,产品线相同,工人号不同,包装工人号不同,
那么原材料都是一样的,产品机械也一样,其他没出问题,自然是工人的问题。
以此类推,如果原材料号不同,是不是正好出问题的产品材料跟别的不同;
如果产品线不同,但是同产品线其他的产品并没有出问题,那么可能不是产品线问题;
如果包装问题只出在一个工人手里,那么可能就是工人问题。
......
根据这些数据编号,追查推测便很容易。
PS,有的做的很好的仓储会在进料验收时取样留存以便查找,这就意味着出了数据还有样品收录。
4.生产机械维护记录
与产品操作书一样,将机械出的问题特征,如何分析,如何解决记录在案。对于很多小工厂来说,专门
聘请机械师傅,可能无法承担,现如今技工的工薪可不低。而这样记录下来的数据资料在同类问题出现
时便不需要次次依赖机械师傅了。
5.自主实验室/检验员
原材料,成品是否符合标准,需要建立一个简单易捡的检验方法,以便质检人员可以以此标准进行测试
判断产品材料是否符合规定。
6.仓储生产日志
记载仓储生产的环境条件比如,日期,气候,温度,湿度等等,记录生产每日的机械配置数据等。以便
在有调查问题时可以以此对照操作手册产品卡等查验是否是因为材料调配,机器设备的配置不符合标准
。
举个事例吧,
比如生产一批纸盒,这批纸盒需要 350g 灰底白板纸,三色印刷,
正开卡纸进料时,来自那个厂家,白板面白度如何,粉度如何,硬挺度如何,可以通过标准纸样留样来
评判,也可以通过简单的物理测试,比如硬挺度,以一张同等面积的纸张,不同方向对折后所能承受的
重量是否符合要求。
纸卡进厂编号 120101,存储入 A 仓库 A3 库位,生产时调料到 1 号生产线,由 0749 工人负责生产,按照产品
卡和操作手册调色,设置机械温度湿度印刷,模切包装涂胶,由 Q023 质检员负责全线监督抽检,验收色
准,印刷质量等等,包装工人 P011 包装入成品库作为订单号 XX0515M-01 出货。
这样整个生产都有严格的检验,按照标准操作生产,验收包装出货,出错率会降到最低。而且如果日后
客户投诉,因为有整个数据库记录在案,便可知这个订单号的产品该追查哪些人,那些生产线,哪些数
据了。
质量管控从来都不是难事,难的是作为老板领导能否将质控的概念和责任心推行于整个公司;难的是有
没有真正用心去设立标准标线,严格控制。这些事说难也难,说易也易,唯心而已,有责任心则易,无
责任心则枉。
当然上述只不过是些简单易行的操作方式,更多细节更多方法需要老板们用心去研究,因地制宜。
本站所有文章除注明“转载”的文章之外,均为原创。未经本站允许,请勿随意转载或用作任何商业用途,否则依法追究侵权者法律责任的权利。

1a07689eeaf1d8a0541934eedb3fa26b,鸡蛋里挑骨头咯。